铝合金门窗凭借其优良的耐候性、轻质高强、美观多样及优异的节能性能,在现代建筑工程中占据着至关重要的地位。要真正掌握铝合金门窗工程,必须从系统性的设计与规范的施工两个核心维度深入理解。
一、 设计:从概念到图纸的精确规划
设计是铝合金门窗工程的灵魂,决定了最终产品的性能、美观与成本。其核心要点包括:
- 性能设计: 这是设计的首要任务,需依据国家及地方标准、建筑所在气候分区及具体使用需求,明确门窗的抗风压性能、水密性、气密性、隔声性能、保温隔热性能(传热系数K值)及采光性能等关键指标。高性能门窗往往采用多腔体断桥铝型材、中空Low-E玻璃、多道密封结构等。
- 结构设计: 包括型材截面设计、节点设计、开启方式(平开、推拉、内开内倒等)与分格设计。需确保型材有足够的截面惯性矩以承受风荷载,合理设置排水通道,并保证五金件(合页、执手、锁点等)安装的强度与精度。分格设计需兼顾建筑立面美学、视野通透性及结构合理性。
- 材料选型: 精确选择型材牌号(如6063-T5)、表面处理方式(粉末喷涂、氟碳喷涂、阳极氧化等)、玻璃配置(单玻、中空、夹胶、厚度)、五金品牌与等级、密封胶条材质(三元乙丙橡胶为主)以及各类辅材。材料的选择直接关联性能、耐久性与成本。
- 图纸深化: 制作详细的加工图与安装节点图。图纸需清晰标注所有型材代号、尺寸、玻璃配置、五金位置、安装固定点、与墙体连接处的防水密封做法等,是工厂生产和现场施工的唯一依据。
二、 施工:从工厂到现场的精准落地
精良的设计必须通过规范、精细的施工来实现其价值。金属门窗工程施工流程主要分为工厂制作与现场安装两大部分。
- 工厂制作与组装:
- 型材切割与加工: 使用高精度数控双头锯进行型材切割,确保端头角度精确、无毛刺。随后进行铣槽、钻孔、攻丝等加工。
- 角部连接: 采用角码撞角工艺或注胶角码工艺,确保框、扇角部强度与密封性。高档门窗多采用注胶角码,在连接的同时注入专用组角胶,实现结构性粘接与辅助密封。
- 附件安装: 在工厂内完成部分五金件(如铰链底座、传动器)的预安装,以及胶条的穿压工作,保证精度与效率。
- 玻璃镶嵌: 在洁净环境中安装玻璃,使用符合尺寸的承重垫块与定位垫块,并采用优质密封胶(如硅酮耐候胶)进行密封。
- 现场安装:
- 洞口检查与处理: 安装前必须复核洞口尺寸、垂直度与水平度,对不符合要求的土建洞口进行修补。这是防止后期渗漏与变形的关键。
- 门窗框就位与固定: 采用“干法安装”为主,即通过金属附框或直接使用固定片连接。框体用木楔临时调平找正后,用膨胀螺栓或射钉将固定片牢固连接在混凝土墙体或砌体上。固定点间距通常不大于500mm,距角部距离不大于150mm。
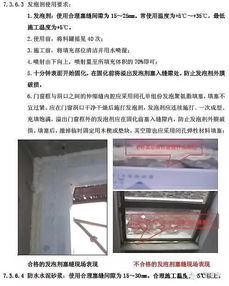
- 防水密封处理: 这是施工的重中之重。框体与洞口间隙采用发泡聚氨酯填充,应连续施打、饱满密实。室外侧待发泡胶固化后,清理出深度约5-8mm的凹槽,涂刷防水砂浆或专用防水涂料作为第一道防水层,最后用耐候密封胶进行最终密封。室内侧可根据要求用密封胶或抹灰收口。
- 扇体与五金安装: 调试并安装门窗扇,确保开启灵活、关闭严密。精细调整五金件,保证锁点、锁座有效啮合,密封胶条压缩均匀。
- 成品保护与清理: 安装完成后,立即清除保护膜上的水泥砂浆等污物,对易磕碰部位加强保护,直至工程整体交付。
铝合金门窗工程是一项集材料科学、机械结构、热工与施工技术于一体的系统工程。卓越的门窗性能,源于性能导向的精细化设计,更依赖于一丝不苟的标准化施工。只有将设计与施工两大环节紧密衔接、严格控制,才能确保每一樘门窗都成为建筑可靠、舒适、节能的“眼睛”与“外衣”。